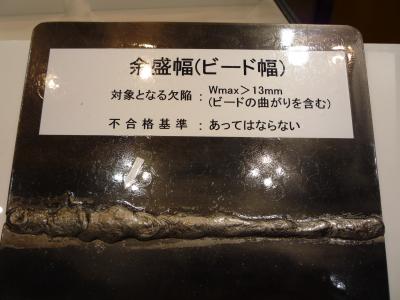
対象となる欠陥 : Wmax>13mm
不合格基準 : あってはならない
余盛り幅とは、溶接する母材の表面に盛り上がった溶接ビードの幅の事です。つまり肉眼で見えている溶接の幅になります。この余盛り幅が、狭い部分と広い部分の差が13mm以上あると不合格となるわけです。
さあ、なぜこんなにも余盛りにムラが出てしまうのでしょうか。
真っ先に思い当たるのはトーチを持つ腕の安定が悪いのでしょう。肘や上腕を何かに乗せたり、場合によっては足を使って腕を震えないようにするなど、その場で利用できるものはとにかく使って腕をスムーズに動かせる工夫が必要なのです。トーチの角度と速度を思いのままに動かせるようでなければ、一定の幅で美しい溶接は絶対に出来ないのです。
それと、溶接は一定の速度で進むと言われたりしますが、実際の作業では一定の速度で溶接してもビードは整いません。開先がグラインダー仕上げの場合は深さにムラがありますし、ほかにも溶接開始の直後と後半では母材の温度が全然違いますので、後半は早めに進まないと幅が広くなります。多層盛りの場合はさらに難しく、1層目や2層目で不安定になった部分を補うように、時に早く時に遅く進まないと最終層が綺麗にならないのです。半端ない達人レベルの人はブレずに失敗しないので溶接は安定って言うでしょうが、僕を含め未熟な溶接屋はなんとか誤魔化すかのように試行錯誤するのです!
溶接完了後に「よし、うまくいった!」ではなく、「よおおおし、何とかなった!」が大半でしょう。僕の場合ですけどね!
溶接は手元が1mm狂うだけで外観にハッキリと現れてしまいます。
溶け込みを意識しつつも速度もコントロールできるよう日々努力しましょう。僕の事ですけどね!