TIG溶接とは?仕組みと基本構成
TIG溶接(ティグ溶接)とは、「タングステン・イナート・ガス溶接(Tungsten Inert Gas)」の略で、非消耗電極であるタングステン電極と、イナートガス(主にアルゴン)を使って溶接を行う方法です。
電極自体は溶けず、アーク熱によって母材と溶加材を溶かすため、非常にきれいなビード(溶接痕)が得られるのが特徴です。
TIG溶接はとくにステンレスやアルミ、チタンなどの薄板に向いていて、精密性が要求される現場では欠かせない存在です。
TIG溶接の得意・不得意
TIGは屋内向きの溶接です。なぜかというと、ガスシールド方式なので風にとても弱いから。ちょっとした風でもガスが流されると、酸化やブローホールの原因になってしまいます。
…とは言っても、現場では「そこらじゅうで使われてる」のが正直なところ。風が強い日はダンボールやシートで囲ったり、あれこれ工夫して使ってるのが実情です。
空冷と水冷、どっちがいい?
TIGトーチには空冷タイプと水冷タイプがあります。
空冷トーチは軽くて扱いやすい反面、150Aあたりの中電流で1時間も使えば、トーチがアツアツになって握ってられないなんてことも。
水冷トーチなら500A級の高出力でも問題なし。ただし、重いし取り回しは少し大変。
つまり、作業内容と環境次第で「適材適所」が大事なんです。
TIG溶接棒の種類と選び方
TIG溶接では、母材と同じか近い成分の溶加棒を使うのが基本です。使用する棒の種類や太さを選ぶことも、仕上がりや溶け込みに大きく関わってきます。
ステンレス用には「YS308L」や「YS316L」などの溶加棒が定番。
アルミ用には「ER4043」や「ER5356」が使われます。
一般的な軟鋼には「YGT50」など。
棒の太さは母材の厚みやアーク電流に応じて選びます。たとえば、
1.0mmの棒は薄板・低電流に向いていて繊細な作業向き
2.0mm以上の棒は中〜厚板での作業に使われます
細い棒は溶け込みが浅くなる一方で、太い棒は過剰な入熱になりやすいため、電流とのバランスがとても重要です。
TIGトーチ操作のコツ
TIG溶接は、アークの安定性と溶け込みの深さがすべてと言っても過言ではありません。その鍵を握るのがトーチ操作です。
角度:基本はトーチを母材に対して約30〜45度傾けて進める
距離:タングステン電極の先端と母材の距離は1〜2mmが理想。遠すぎるとアークが不安定、近すぎるとノズルが汚れやすくなります
速度:溶け込みが浅くなったり、ビードが不安定になるのはだいたいスピードが早すぎるとき。ゆっくり丁寧に、一定の速さをキープ
さらに、溶接棒を差し込むタイミングや量、棒の角度も重要。TIGはまさに「両手と目と感覚の総動員」が求められる溶接です。
【実例紹介】TIG溶接の現場から
ここからは、実際の現場で行ったTIG溶接の画像と解説を紹介します。

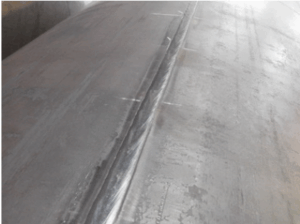
これは1.5mmのステンレスの板をTIG溶接したものです。電流50A 溶接棒1ミリ

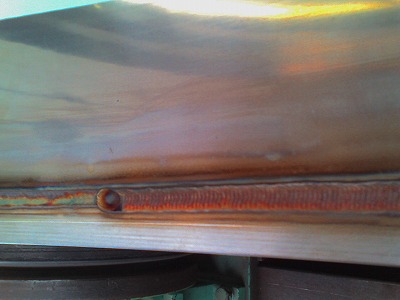
これは2mmの板に6mmのフランジを溶接したものです。電流120A 溶接棒2ミリ テーパー部の開先が大きいのでウィービング法による隅肉溶接
これは9mmの板と20mmのフランジを溶接中のものです。1層目 電流180A 溶接棒1.6ミリ 2層目 電流200A 溶接棒2.4ミリ ローリング法での盛り上げ
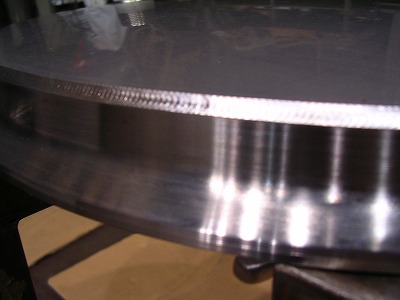
TIG溶接は表面がピカっと光る外観になるのが特徴です。溶接後は表面に塩酸を塗り色を落とします。TIG溶接の色合いが好きな人が多いんですが、製品としては酸で洗い落としてクールな印象にさせます。
TIG溶接の特徴と注意点
TIGは仕上がりの美しさ、欠陥の少なさ、気密性の高さが強み。たとえば:
医療や真空装置などの高精度機器
表面を磨いて仕上げる意匠製品
配管のルートパス(初層)
などでよく使われます。
でも、その分だけスピードが遅いのが難点。
半自動の5〜10倍時間がかかるなんてザラです。
あと、入熱過多で歪みや強度低下が起こりやすいので注意。クレータ処理やアフターフロー(ガスを止めるタイミング)を怠るとクレータ割れの原因にもなります。
TIG溶接を学ぶなら、まず“感覚”を掴むこと
TIG溶接は、「機械的にうまくなる」よりも、「溶け方の感覚を体に染み込ませる」ことが第一歩。
最初は溶け込みすぎて穴を空けたり、棒がついていかなかったり…誰でもつまずくよね。
でも、アーク長やトーチ角度、溶接速度、手元のバランスを少しずつ身につけていくと、不思議なくらい溶け方や音、色で「今、良い感じだな」ってわかるようになる。
目で見えない“溶融池のコントロール”が命。
溶け込みを感覚で見る、それがティグの世界なんだ。
「TIGだけは別格」と言われる理由
よく「ティグは別格」と言われるけど、それって見た目の綺麗さだけじゃない。
手作業で、アークと棒、トーチと母材、すべてを同時にコントロールしてるからこそ、職人としての“技量そのもの”が仕上がりに出る。
だから、TIGが上手い人って他の溶接法でも安定してるし、現場でも「あの人に任せたい」って信頼されるんだよね。ただ今の時代はSNSで腰抜ける程きれいな溶接ビードを投稿してる人達いるからさ。上手い人の基準が青天井になっちゃって、上手くて普通、怪物級で認められる。ってな具合です。
あとがき
TIG溶接は、速さではなく「質」を求められる溶接。
だからこそ、誤魔化しがきかず、やればやるほど奥が深い。
ロボットやAIがどんなに進化しても、最後の仕上げや繊細な部分は、きっと人の手が必要になる。
もし今、「自分にはまだ早い」と思ってるなら、逆にチャンス。
今から触れておけば、5年後10年後には「あのときティグやっておいてよかった」と必ず思えるから。