「ろう付けって、溶接と何が違うの?」
そんな疑問、現場でもよく聞かれるよね。
溶接の仕事をしていると、「あれ?これ溶接じゃなくて、ろう付け使うべき?」って場面も意外と多い。
今回は、ろう付け(brazing)について、基本から実例までわかりやすくまとめていくよ。
ろう付けとは?
ろう付けは、「溶接」とはちょっと違う接合方法。
母材(接合する金属)を直接溶かすんじゃなくて、ろう材(補助金属)を溶かして隙間に流し込むんだ。
この「母材は溶かさない」っていうのが、ろう付けの大きな特徴。
ろう付けと溶接の違い
| 項目 | ろう付け | 溶接 |
|---|---|---|
| 加工温度 | 約450℃〜800℃ | 約1500℃前後(母材融点) |
| 接合方法 | ろう材を流し込む | 母材自体を溶かす |
| 強度 | やや弱い(用途次第) | 強い(母材と同等) |
| 用途 | 配管・ラジエーター・装飾品など | 建築・造船・構造物など |
| 異種金属 | 接合できる | 接合しにくい |
| 母材への影響 | 少ない(変形が少ない) | 熱変形・ひずみが出やすい |
ろう付けが使われる場面
「ろう付けって、どこで使われてるの?」
実は、身近な場所でめちゃくちゃ使われてる。
主な用途
エアコンや冷媒配管の接合(銅管)
自動車のラジエーター部品
真鍮製品やジュエリーの加工
電気部品(プリント基板など)
特に銅管の接合は、現場でよく見るよね。
溶接だと「溶けすぎる」「焦がす」ってことがあるけど、ろう付けなら細かい作業ができる。
ろう付けの種類
ろう付けにも色々あるよ。
代表的な種類をまとめるとこんな感じ。
ろう付けの種類
| 種類 | 特徴 |
|---|---|
| 銀ろう付け | 配管や金具に使われる。作業性が良い。 |
| 銅ろう付け | 銅同士の接合に使う。安価で耐久性あり。 |
| 真鍮ろう付け | 装飾品や工芸品で使われる。 |
| 高温ろう付け | 450℃以上(一般的なろう付け) |
| 低温ろう付け(はんだ付け) | 450℃以下(電子部品など) |
ろう付けの手順(実践編)
現場でのろう付け手順をざっくり紹介するよ。
部材を仮組みする
(クリアランス管理が大事。狭すぎるとろうが入らない)
フラックスを塗る
(酸化防止と、ろうの流動性アップのため)
加熱する
(ガスバーナーや誘導加熱)
ろう材を流し込む
(毛細管現象でスーッと入る)
冷却して完成
実際のろう付け作業を見てみよう(動画)
「文章だけじゃイメージ湧かないな…」って人は、この動画を見るのが一番早い。
エアコン職人が銅管をろう付けしている作業風景だから、
「どこに火を当ててるのか」「ろうをどう流してるのか」がリアルに分かるよ。
注目ポイント
部材全体を均一に温めていること
→ 一部分だけ加熱すると、ろうがきれいに流れない。
ろう材を触れさせるだけで流し込んでいること
→ これが「毛細管現象」。無理に押し込まなくてOK。
「現場ではこうやるんだな」って感覚をつかむのにピッタリな動画だよ。
ろう付けのメリット・デメリット
| メリット | デメリット |
|---|---|
| 母材を溶かさないから変形が少ない | 強度は溶接より劣る |
| 異種金属の接合ができる | フラックスの管理が必要 |
| 細かい部品の接合に向いている | 漏れやすい箇所は慎重な作業が必要 |
「はんだ付け」と「ろう付け」は違う?
よく混同されるけど、実は全然違う。
ろう付けと「はんだ付け」の違い
| 項目 | ろう付け | はんだ付け |
|---|---|---|
| 加工温度 | 450℃以上 | 450℃以下 |
| 主な用途 | 配管・金属部品 | 電子部品・基板 |
| 強度 | 比較的強い | 接着程度(弱い) |
温度も使い道も別物だよ。
ろう付けができると守備範囲が広がる
ろう付けってさ、母材は溶かさないんだけど、
現場じゃ「溶接だけじゃ無理な場面」にけっこう使われるんだよね。
たとえば配管工事とか、精密加工とか。
異種金属の接合なんかも、ろう付けじゃないとできないことが多い。
だから「ろう付け専門の会社」なんてのも、ちゃんとあるんだよ。
で、例えばチタンとステンレスを銀ロウでろう付けするとか。
……いや、もうそれ「キャー!カッコイイ!」しかないよね。
見てるだけでテンション上がるもん。
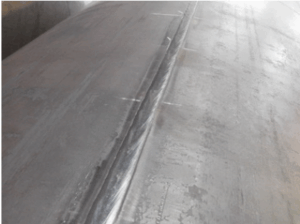
あと、銅管のろう付け。
これ初めて見ると、「え、そんなに炙っちゃって大丈夫? 焦げるんじゃないの?」って思うよね。
でもそこで、絶妙なタイミングでロウをスーッと流すんだよ。
もう「スゲー!」ってなるやつ。
溶接みたいにキレイなビード作る凄さとは、また別のカッコよさ。
あれはあれで、ちゃんと「技」だよなぁ。
結局さ、職人って何歳になっても「カッケー!」とか「スゲー!」に反応しちゃうんだよ。
でも、その感覚を持ってるだけで、作業の幅は広がるんだよな。
それが、ろう付けの魅力だよ。
____
この記事の内容は、現場で長く溶接に関わってきた経験をベースにまとめてるよ。
「この人どんなキャリアなんだろ?」と気になったら、プロフィールで少しだけ覗いてみてね。