裏ビードの余盛り高さって何がダメなの?
裏ビードってのは、溶接した裏面にできる“盛り”のこと。
いわば裏のビード、通称「裏波」ってやつだね。
で、これが高すぎると試験では不合格。
基準はこんな感じ
高さ(H)が 3.0mm超えたらアウト
その盛りが合計 10mm以上あったらアウト
つまり、“ちょっとくらい”じゃ済まないんだよね…。
実物の試験片を見てみよう
以下が実際の不合格例を例えた画像。
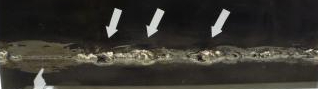
盛り上がりすぎ、出てない、凹みすぎ…いろんな問題が混在している。
見てわかるとおり、裏ビードが安定してなくてバッラバラ。
左端なんて完全に裏ビード出てない=溶け込み不足
中央には盛りすぎ&凹みのミックス技
これじゃあ合格は厳しい。
いや、正直なところ「裏ビード」って、熟練の職人でもやらかす場所なんだよね。
見えないところほど難しいって話
そりゃそうでしょ?裏面なんだもん。
こっちは表から溶接してるわけで、裏がどうなってるかは完全に見えない世界。
この“見えない敵”と戦う感じ、まるで超音波で敵を察知するイルカの気分だよ。
裏波が出てるかどうか、どうやって判断するの?
音とか手応えとか、「五感+経験」が頼り。
これ、溶接界では常識。
被覆アークや半自動の場合
→ 音で判断!
裏波が出るときの音、あるんだよね。
はじめは「何それ?」ってなるけど、繰り返してると聞こえてくるようになる。不思議。
TIGの場合
→ 加棒した時の“盛り感”で判断。
しっかり加棒してるのに平坦なビードになってたら、裏に出てる可能性高い!
正解は一つじゃない。だから難しい
ルートギャップ、電流、姿勢、速度…
一人ひとり違う条件でやってるから、「これが正解!」ってやり方は無いんだ。
だからこそ、うまくいった時の手ごたえを忘れないこと。
この“成功体験”を何度も再現できるように練習するのが近道だね。
TIG職人の裏ビードは芸術レベル
ときどきいるんだよ、
「これ裏面です」って言われても、「え?表と変わらなくない?」ってレベルのやつ。
配管屋さんに多いかな。
あの人たちの裏波はほんと美しい。むしろ裏が主役。
もはや変態。
もちろん最高の意味でね。
“変態”って呼ばれて喜んだらその人は配管屋さんです。
____
この記事の内容は、現場で長く溶接に関わってきた経験をベースにまとめてるよ。
「この人どんなキャリアなんだろ?」と気になったら、プロフィールで少しだけ覗いてみてね。