溶接が終わったあと、見た目はキレイなビード。
でも──中を削ってみたらポコポコと穴が開いていた。
こうした溶接内部にできる孔(あな)のことを、「ブローホール(blow hole)」と呼ぶ。
外から見えづらく、検査で初めて発覚することも多いこの欠陥。
実は、溶接の強度を根本から壊しかねない“危険な落とし穴”なんだ。
ブローホールとは何か?
ブローホールとは、溶接中に発生したガスが金属内に閉じ込められ、冷却時に孔(空洞)として残ってしまう欠陥のこと。
発生したガスが適切に抜けきれず、そのまま固まることで内部に気泡のような穴ができる。
これが強度の低下や破断の原因になりうるんだ。
表面に出たものは「ピット」と呼ばれることも
ブローホールの中には、表面にまで出てきているものもある。
この場合は「ピット(pit)」と呼ばれることもあるが、基本的には同じ現象だ。
内部・表面いずれにせよ、「溶接金属がちゃんと詰まっていない」ことが問題になる。
なぜブローホールは危険なのか?
ブローホールは、一見では分かりにくいために発見が遅れることが多い。
そのため、以下のようなリスクを抱えている。
● 強度の低下
内部に空洞があるということは、荷重がかかったときに応力が集中する箇所ができるということ。
破断・割れの起点になりやすい。
● 疲労破壊のリスク
繰り返し荷重により、小さな孔がひび割れへと発展することがある。
● 品質管理・外観検査で不合格
特に表面に現れたブローホール(ピット)は、見た目でもNG判定を受けることが多い。
仕上がりの信頼性にも関わってくる。
ブローホールが発生する原因
ブローホールは、「ガスが抜けない」または「余分なガスが発生する」状況で発生する。
その背景には以下のような原因がある👇
| 原因 | 具体的な状況 |
|---|---|
| 母材の油分・水分 | 脱脂不足や湿った状態での溶接。ガスが発生しやすい |
| シールドガス不足 | 風や不適切なトーチ角度でガスが逃げてしまう |
| 電流が不安定 | アークがばたつくとガスが発生しやすい |
| 溶接金属に不純物 | ワイヤや棒に水分・酸化膜が付着している |
| 溶接速度が早すぎ | ガスが抜ける前に凝固して閉じ込めてしまう |
実際のブローホール画像とイメージ
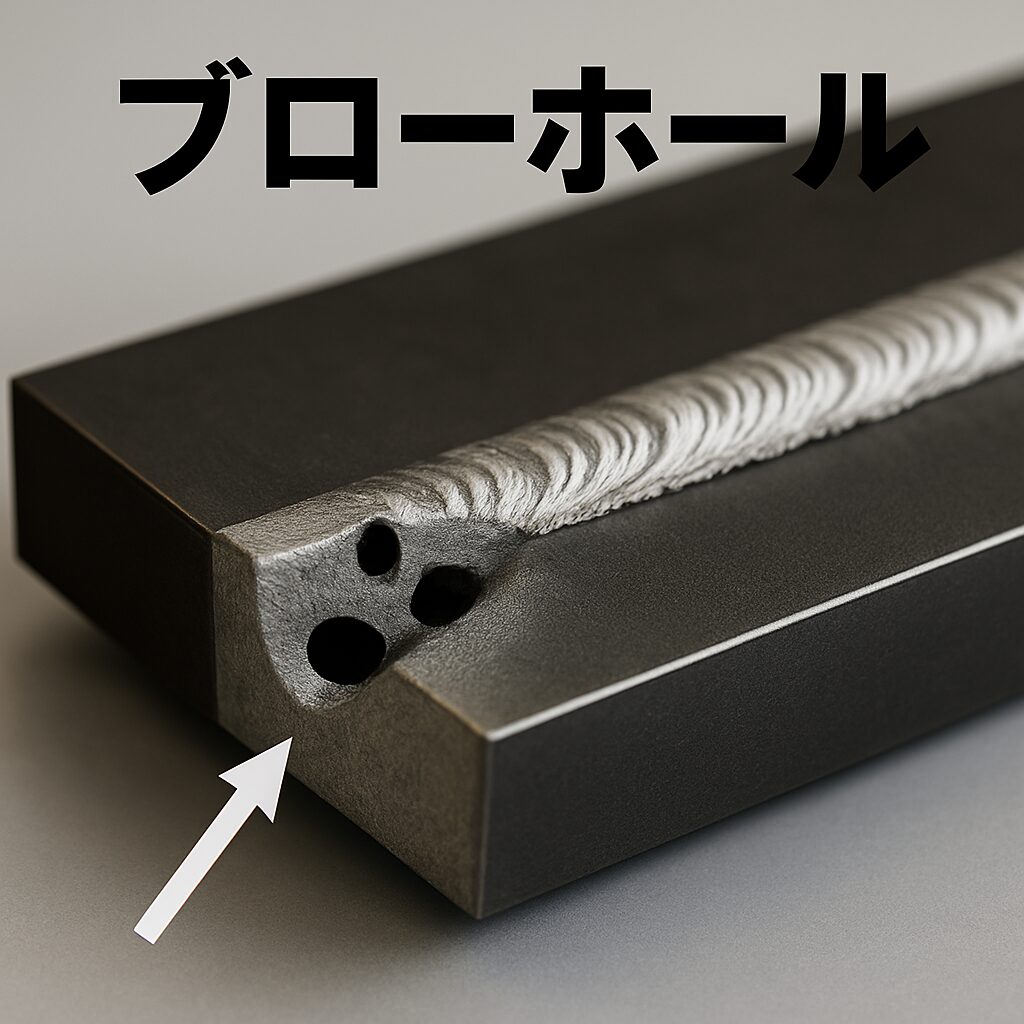
内部断面を見たときに、ポコポコと丸い穴が開いている
表面に出たものはくぼみ状になる(ピット)
他の欠陥との違い
間違いやすい欠陥 見分け方
ピット 表面のくぼみ。ブローホールと同様、ガスが原因
スラグ巻き込み 黒くて不定形な形の異物が残る。ガス由来ではない
アンダーカット ビードの端が削れる。溶けすぎが原因で、空洞ではない
ブローホールを防ぐためにできること
基本は「きれいにして、安定して、ゆっくりやる」こと。
細かい対策は以下のとおり👇
● 母材とワイヤの清掃
溶接前に脱脂・乾燥
サビや塗装の除去も大切
● シールドガスの調整
屋外作業では風防使用を徹底
トーチ角度とガス流量の見直し
● 溶接速度と電流の安定化
溶接が早すぎるとガスが抜けきらない
電圧も不安定だと欠陥が出やすくなる
● 消耗品・条件の見直し
ワイヤや棒が湿気てないか
電源やアース不良がないか確認
現場あるある:ブローホールとの戦い
「中割ってみたらスカスカだった」→サンプル検査で冷や汗
「風が強くて吹き飛んでた」→屋外でのガス抜け
「脱脂してなかったわ…」→雨上がりにそのまま施工して失敗
最後に:見えないからこそ怖い、ブローホール
ブローホールは、外からでは気づきにくい「隠れ欠陥」の代表格。
検査に通らなかったり、事故につながったりすることもあるから、溶接前・溶接中の環境と条件がとても大切なんだ。
「見えないものほど気をつける」──
それが良い溶接をするための第一歩かもしれないね。
____
この記事の内容は、現場で長く溶接に関わってきた経験をベースにまとめてるよ。
「この人どんなキャリアなんだろ?」と気になったら、プロフィールで少しだけ覗いてみてね。