「アンダーカットが出てるからやり直しだな」
現場でこんなセリフを聞いたことがある人、少なくないんじゃないだろうか。
アンダーカットというのは、溶接のビード端にできる“溝”のような欠陥で、見た目にはちょっとした凹みでも、構造的には意外と重大な問題になることがある。
今回はそんなアンダーカットについて、発生原因・対策・現場でありがちな事などを紹介していくよ。
アンダーカットとは何か?
アンダーカット(Undercut)は、母材の縁が溶けすぎて凹み(溝)になり、肉盛りされずにそのまま残ってしまった状態のことをいう。母材の表面より低く、ビードと平行にできた溝。
ぱっと見では「ちゃんとついてるじゃん」と思われがちだけど、この“溝”が意外とやっかい。以下のような問題を引き起こす場合がある。
応力集中 → 割れやすくなる
母材の断面減少 → 構造的な強度低下
見た目が悪い(美観上の問題)
建築鉄骨や橋梁など、強度がシビアに求められる分野では即NGレベルの欠陥だ。
アンダーカットが発生する原因
アンダーカットの原因は一つじゃない。
むしろ「複数の要因が重なって出る」ことが多いのがこの欠陥の厄介なところ。
| 主な原因 | 具体例 |
|---|---|
| 熱入力が高すぎる | 電流が高すぎたり、トーチをゆっくり動かしすぎた |
| トーチ角度の不適切 | 角度が立ちすぎて母材の角を削ってしまう |
| 運棒が早すぎる | ビードが追いつかず、溶けた部分が埋まらない |
| 母材の形状が鋭角 | 特にT継手や隅肉溶接で出やすい |
| 姿勢が悪い | 上向き・横向きで無理な姿勢になるとアンダーカットしやすい |
突き合わせ溶接で起きるアンダーカットの実例
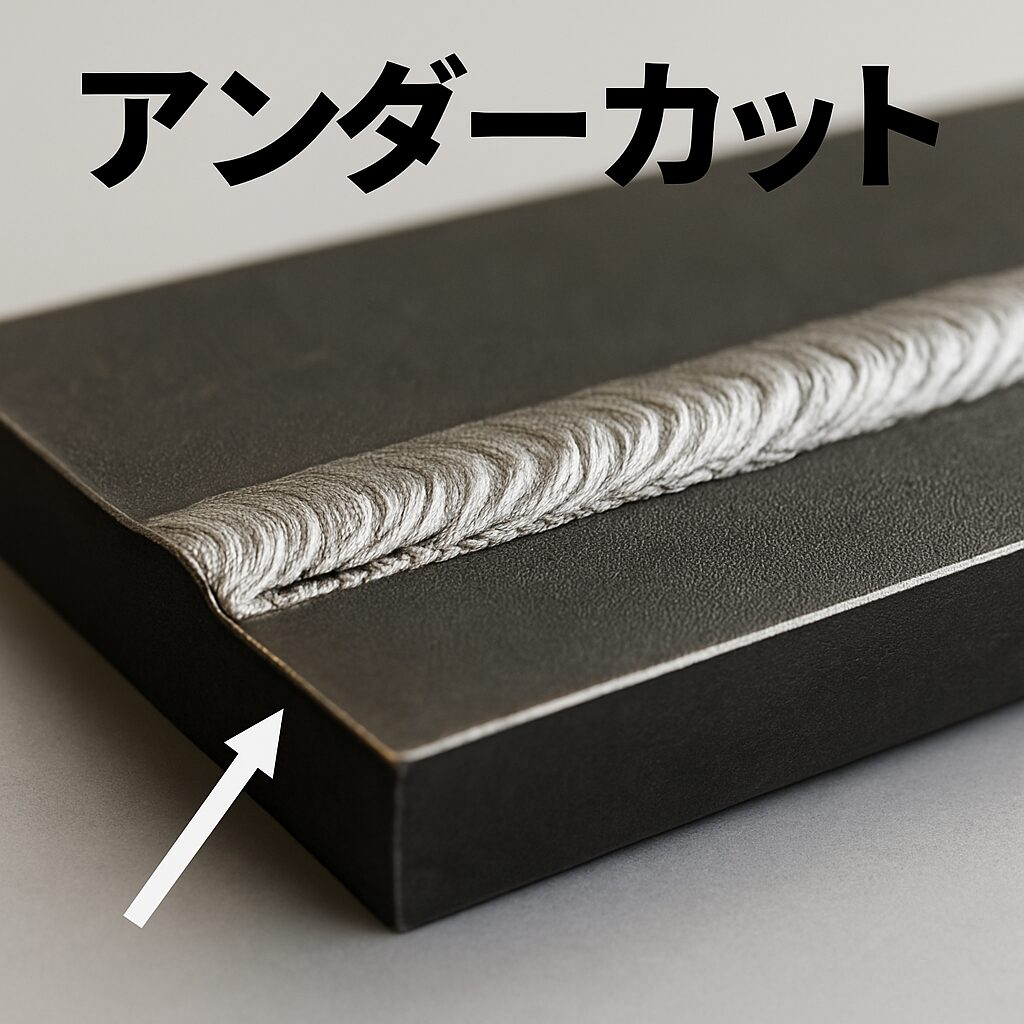
この画像、いかにも溶接ビードの端に“溝”ができているのがわかると思う。
現場ではこういったものが「アンダーカット出てるよ」と言われてやり直しになる。
深さの基準は?
JISや現場ルールによって違いはあるんだけれど、深さ0.5mm以上でNGとされることが多い印象。僕の実体験だと、ボイラー協会の検査でも0.5mm程度のはOKとされる。複数箇所に連続して出ていれば評価は厳しくなる。よく現場で言われるのが、爪が引っかからなければOKとか長さが7mm以内ならOKとかその他もあるけど大体根拠の無い勝手なルールだと思う。
よくある“勘違い”例
「アンダーカットって言われたけど、ただの盛り不足じゃない?」
そんなケースもある。似ているけど違う欠陥との違いをちゃんと把握しておこう。
| 誤認しがちな例 | 実際の欠陥名 |
|---|---|
| ビードが細くて盛り上がっていない | 不足溶着 |
| ビード端が凹んでるけど、母材の溶け込みはOK | 成形不良 |
| 溶接部の端が垂れ下がってる | オーバーラップ |
アンダーカットの判断は「母材の溶けすぎで凹んでいること」がポイント
アンダーカットを防ぐには
実際の現場でアンダーカットを防ぐには、以下の点を意識してみてほしい。
● 溶接条件の見直し
電流・電圧が高すぎないか確認しよう。溶接速度が電流に対して遅くなるとアンダーカットを生みやすいのでをそ適正な速度を保つ
● トーチや棒の角度
下向きやすみ肉は、トーチを立てすぎると母材に熱が掛かりやすくアンダーカットになりやすいので注意。特に気をつけたいのは横向き溶接。これほどトーチ角度を意識するポジションは他にない。理想の角度とウィービングの向きは経験を積んで理解するしかない。
● ビード幅を意識
細くしすぎると端が肉不足になりやすい。開先などの溝より一回り太く埋める意識で運棒を調整しよう。
溶接は「見た目だけ」じゃない
アンダーカットは小さな溝に見えて、実は構造に対して大きなダメージを与えることもある欠陥。
とくに重要構造物では、見逃されれば致命的になる可能性もある。
だからこそ、見つけたら素直に対処、出さないための工夫を重ねていくのが大事。
地味だけど、確実に良い溶接をするために欠かせない視点なんだ。
____
この記事の内容は、現場で長く溶接に関わってきた経験をベースにまとめてるよ。
「この人どんなキャリアなんだろ?」と気になったら、プロフィールで少しだけ覗いてみてね。