溶接で「ちゃんとくっついたはずなのに、なんか強度が出てない」っていうこと、ある。
その原因のひとつがオーバーラップ(overlap)。
ぱっと見ではしっかりビードが盛り上がってるように見えるけど、実は母材ときちんと溶け込んでいない、つまり“乗っかってるだけ”の状態になってしまっている欠陥なんだ。
この記事では、そんなオーバーラップについて、原因・見分け方・対策・現場でのあるあるまで、詳しく紹介していく。
オーバーラップとは何か?
オーバーラップとは、溶接金属(ビード)が母材に十分に溶け込まず、ただ表面に乗っかっているだけの状態のこと。
簡単にいえば、接着剤を使わずに何かを貼りつけたような、そんな感じ。
表面はつながっているように見えても、内部的には「くっついていない」状態に近い。
これでは構造上の強度は期待できないし、荷重がかかったときにビードごと剥がれる危険性がある。
溶接強度ゼロの“なんちゃって接合”──それがオーバーラップなんだ。
なぜオーバーラップは危険なのか?
オーバーラップの怖さは、見た目で判断しづらい点にもある。
以下のようなリスクを抱えている:
強度不足:応力がかかったときに簡単に割れ・剥がれが起きる
見逃されやすい:ビードがきれいに盛られていると、一見正常に見える
破断位置の不確実性:母材とビードの界面が不安定なため、破損位置が予測しにくい
つまり、「ちゃんと溶接したはずなのに壊れた」という事故につながりやすい。
オーバーラップが発生する原因とは?
オーバーラップは、熱不足や溶融金属の流しすぎが主な原因。
以下に代表的な原因をまとめてみよう。
| 原因 | 詳細 |
|---|---|
| 熱入力不足 | 電流・電圧が低く、母材が十分に溶けない |
| トーチや棒の角度不良 | 母材との角度が浅く、溶融金属が乗っかるだけになる |
| ワイヤの送りすぎ | 金属が供給されすぎて、盛りが厚くなりすぎる |
| 溶融池の制御不足 | トーチの動きが遅すぎて、金属が流れすぎる |
| 姿勢が悪い | 上向きや横向きなど、重力の影響で垂れやすい体勢で無理をする |
写真で見るオーバーラップの実例
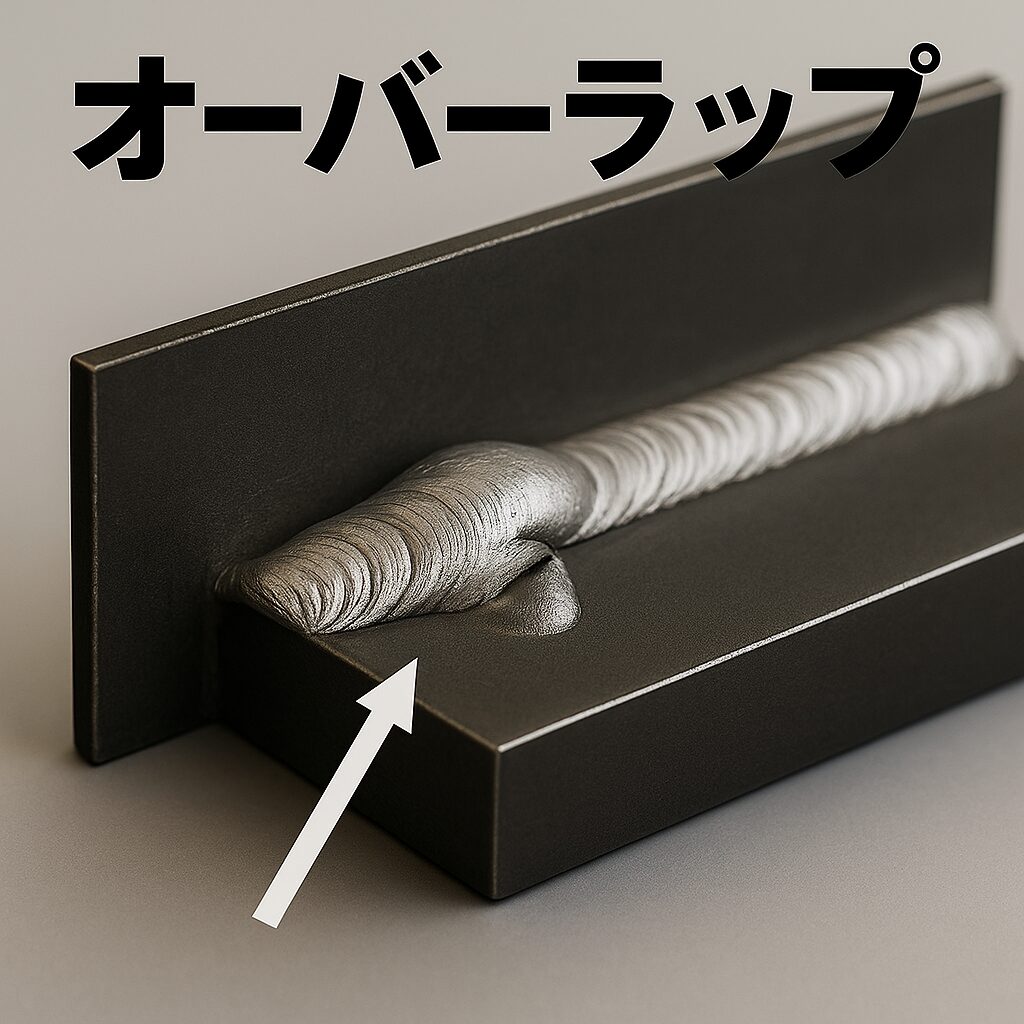
画像では、ビードの端が母材に乗っかっているが、溶け込んでいないのがわかる。
とくに“ビードのふち”がモコッと盛り上がっていたら要注意。
他の欠陥と間違いやすい例
オーバーラップと間違いやすいのが、次のようなケース
| 間違いやすい欠陥 | 見分け方 |
|---|---|
| 過剰盛り | 溶け込みは正常でも、ビードが過剰に大きいだけ。断面で違いが出る。 |
| アンダーカット | オーバーラップは“盛りすぎ”、アンダーカットは“削れすぎ”。逆方向。 |
| 波形不良 | ビードが不安定でも、溶け込んでいればオーバーラップとは異なる。 |
オーバーラップを防ぐには?
オーバーラップを防ぐためには、しっかりと熱を入れ、正しいトーチ角度で作業することが大切。
具体的には以下の対策が有効だ。
● 熱入力の最適化
アンプ設定を適正に
早すぎず遅すぎないスピードで
● トーチ操作を意識
角度を立てすぎず、押し気味に
溶融池が流れすぎないように注意
● ワイヤ量の制御
半自動ならワイヤ送り速度を抑える
TIGなら棒の投入量を調整する
● 施工姿勢を工夫
横向きや上向きの際は特に慎重に
できれば重力に逆らわない姿勢で
現場あるある:オーバーラップのやらかし
ビードがキレイに見えても、引っかかって剥がれる「ハリボテ溶接」
隅肉で横着したら母材にまったく溶け込んでなかった
焦って盛ったら「上に乗っただけ」だった
「肉厚にしとけば大丈夫」と思ったら逆にオーバーラップだらけで検査落ち
最後に:見た目の安心感に惑わされるな
オーバーラップは、溶接ビードが存在する=強度があるという先入観を打ち砕く存在だ。
むしろ「見た目が整っているように見えるのに、実は強度がゼロ」──これこそが最大の落とし穴。
ビードを太くすれば安心、厚く盛れば強い。
そう思っていた自分を振り返りながら、本当に“くっついている”かどうかを、常に意識して溶接していきたい。
____
この記事の内容は、現場で長く溶接に関わってきた経験をベースにまとめてるよ。
「この人どんなキャリアなんだろ?」と気になったら、プロフィールで少しだけ覗いてみてね。