熱間圧延鋼板(SS400、SPHCなど)の板やフラットバーは普通の溶接工なら殆んどの方が扱っている金属です。
この材料は溶接性に優れているので比較的簡単に溶接でき、広い範囲の工業機器に使われています。
熱間圧延鋼板は製造工程の中で加熱して引き伸ばされます。その後、常温に戻すのですがこの時に表面が酸化して酸化皮膜で覆われてしまうのです。この皮膜が通称「黒皮」ってヤツなんですよね。
この黒皮を除去せずに溶接を行うとブローホールが多発しちゃったりで良い事がありません。おまけに溶接強度や外観も宜しくない。
被覆アークや半自動溶接ならそれほど気にならずに溶接出来ちゃうんですけど、ティグだと全然上手くいかないのです。
そうなると必然的に溶接前には黒皮をベルトサンダーやグラインダーで削り落としたり、薬剤を使って溶かしたりしなければいけません。質の高い溶接を行うなら当然やらなければいけない事なのです。
しかし、大きな声では言えませんが、質なんてどーでもいい仕事もあったりします。
他人が黒皮を除去しないで仮付けした部分を溶接しなければいけない時なんてのもあります。
そーゆう時に、そーゆう限られた場面でしか使えませんけど黒皮を取らずにティグで程ほどに溶接できる方法をご紹介したいと思います。
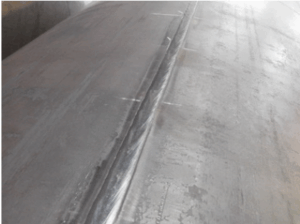
黒皮を一切除去してない状態のフラットバーです。

まったく小細工しないで溶接すると、溶融池はフラフラするし溶け込みは安定しないし見た目が酷い有様になりますねw もう無理矢理付けましたって感じ100%

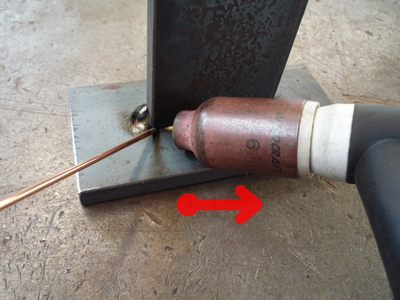
そこで後進法で溶接します。半自動や被覆アークなら普通にやる運棒方法ですけどティグでは通常やりません。
でもここではやっちゃいます。赤い矢印のようにトーチは左に向けて右へ進む動きになります。
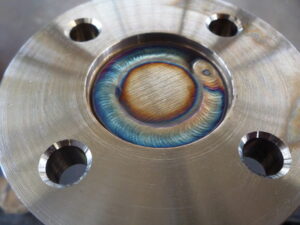
どうでしょう。見た目的に良くなったと思います。
溶接中も無理に付けた感じはなく、自然に溶かした感じが体感できます。

正直言って、強度を計測したらヤバイ事になってるのかもですけど、これでも大丈夫な仕事ってありますので使える時だけ試して見て下さい。
最後にクドいようですが、質の高い溶接が必要なら黒皮はちゃんと除去するべきです。
サンドブラスト加工した材料を使うなり自分で削るなりして下さいね。
溶接は外観だけではなく肝心なのは中身なのですから。