ハステロイの仕事が久々にきました。
ハステロイとは主にニッケル基の耐熱・耐食合金の事です。 聞きなれない金属と思う方もいると思いますが、一般的になりつつある金属です。耐腐食性が必要な時によく使われます。
さてそのハステロイですが、けっこうクセ物なんですよ。
まず、溶接中の溶融池が見にくい。何故なんでしょうかね?ビード両端がボケて見える感じで脚長や盛りの判断がしづらいです。もう、勘と加棒していく量だけを頼りに仕上がりビードをイメージして溶接していきます。

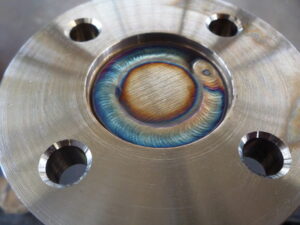
これはハステロイMA-22のパイプとステンレス304のフランジとの溶接です。
ステンレスの溶接に比べビードに色が付きません。画像のビードは割りとペタっと溶接できていますが、溶接中はかなり盛り上がってると思いながら溶接してました。そのくらい溶接中の視界が悪いです。

これは300Aのフランジを溶接した画像ですが、アップにするとハステロイのパイプ側に不純物のようなモヤモヤした物が見えるでしょうか。これってハステロイを溶接すると必ずこうなります。スラグでも巻いてるような、嫌~な感じで溶接していくのです。
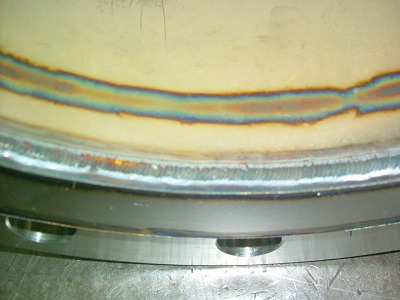
これはパイプ内面。
フランジがステンレスなのでハステロイのライニングをフランジに溶接しなければなりません。なのでここはハステロイ同士の溶接なんですがもう最悪の溶接視界!自分がどこを溶接してるのか分からなくなる程グチャグチャな溶融地でビード表面も変な膜に覆われた感じです。
普段ステンレスの仕事が多いので色が出てないと不安なんですが、おそらくハステロイは色が出なくて良いんじゃないかな?どうせ溶接後に色落としたくても耐酸性が強いので酸洗いしても変化無しですけどね。とにかく自分はまだハステロイの経験が浅いので何とも言えないんですがw
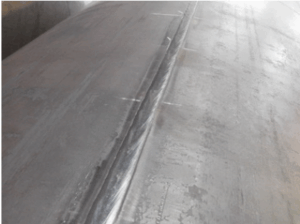
以前ハステロイ板厚9mmの突合せ溶接で、電流200Aでガガーっと溶接したんですけど冷めたら見事に全部割れましたw 調べた所、ハステロイはステンレスに比べ20~30Aは低く溶接するらしいですね。実に作業性が悪い。
それを踏まえて直径1メートル板厚16mmとフランジ厚50mmのすみ肉溶接では5層盛りはしないといけない状況で、300Aで連続2時間溶接してたら4層目で水冷350Aのトーチが爆発しましたw 冷却水が熱湯になってましたよ!
もう2度とやりたくないよハステロイさん
と言いたいがしかし・・
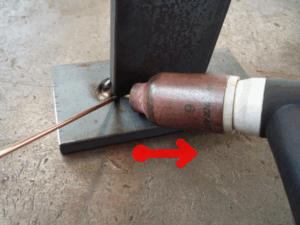
前回と今回でTIG溶接棒1.2mm 1.6mm 2.4mm 3.2mmと4種類用意して・・ 数十万!!
まだまだたくさん余ってるんだよ!ハステロイの仕事下さい!!
____
この記事の内容は、現場で長く溶接に関わってきた経験をベースにまとめてるよ。
「この人どんなキャリアなんだろ?」と気になったら、プロフィールで少しだけ覗いてみてね。