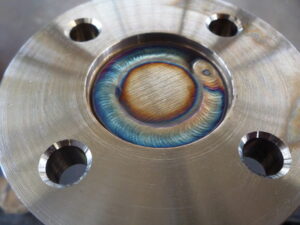
サニタリーパイプ1S(20A 外径25.4mm 厚み1.2mm)とヘルールの裏波溶接をやってみました。
普段、皮手袋で仕事してますが、さすがに軍手に変えましたよ! 手ブレ怖いからね!

パイプの厚みが1.2mmしかないので開先は当然必要ありません。溶接中に繋ぎ目の線が見えづらい場合は、ほんの少しだけ開先のように傷をつけるのもやり易い方法だと思います。とにかく1.2mmの肉厚では、裏に出すなと言っても出ちゃいますので、電流調整を間違えると溶け落ちて超BIGな穴が開くので注意ですねー。

溶接電流80A パルス電流10 パルス幅85% パルス周波数2.0Hz 溶接速度min=100
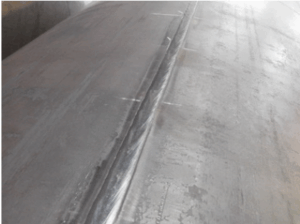
こんな条件でやってみました。3Sのサニタリーパイプの記事の時とはパルス幅が逆で、高い電流が短い時間出る設定になってます。加棒しなくてもビードの盛り上がりがよく見える写りだ。前回の記事でもこう撮ればよかったw
パイプ内面の裏ビードです。削り及びバフ仕上げが楽チンな盛り上がりに出来ました。
やっぱ薄い配管のほうが1発で裏波だすのは簡単ですね。肉厚が2mmあるとかなり難しくなってきますから。

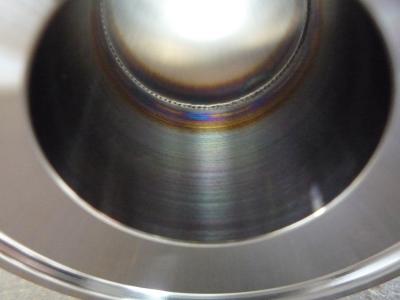
ついでにエルボーとの溶接もやってみます。溶接条件と設定は同じです。

ご覧のように若干ビードが乱れましたがw まあ余盛りはへこんでないのでOKでしょう。

わかりにくいですけど、裏波はちゃんと出ています。OK!
今回1Sサニタリー管をやってみたわけですが、前回記事の3Sサニタリー管にくらべると超簡単なのです。
薄い配管は電流値さえ間違えなければまず失敗しませんからね。
これが3mm以上の肉厚になってくると、当然2層以上の溶接で加棒しなければ無理です。おまけにヘルール、パイプ、エルボーの溶け具合の違いが露骨に出てきます。製造工程の違いでしょうかね?
溶け易い順に書くと、エルボー > パイプ > ヘルール となります。
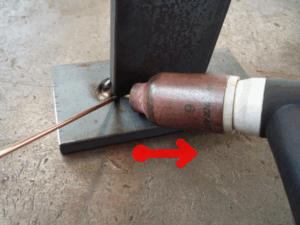
パイプ同士の突合せ溶接なら同じように溶けるので工夫はいりませんが、今回のようにエルボーとパイプだとエルボー側ばかり溶けてしまうんですねー。これはもうタングステンの向きをパイプ側にちょっと向けて溶け具合を揃えるのが簡単な方法だと思います。
あ、1Sサニタリーの記事なのに厚肉配管の内容になってる!
まぁいいや、そのうち厚肉配管の記事を書いてみます。失礼しました。