配管の溶接についてのメールがよく来ます。月に10件以上は来ます。
ありがとうございます!
メールでは色んな質問をして頂いてるんですが、特に配管関係は多いですねぇ。配管の溶接は難易度が高いってのと、検査基準がシビアだったりするからでしょうかねぇ。特に多い質問が「日本溶接協会(JWES)のTN-Pのやり方を教えて欲しい」と言った内容です。
しかしここ最近、この質問にさらなる一言が添えられてくるケースが増えました。
それは、「ローリングをしない溶接のやり方」、「ストリンガー法で裏波が出ない」などです。現場によってはローリング禁止なんてトコもあるみたいで、配管屋さんも大変ですわ。
なのでメールでは伝わりのくい部分もあると思いますので、実際にやって画像を撮ってみました。動画ではないので伝わりにくいのですが参考にして下さい。

SUS304材の100Aのパイプです。
まず開先角度35度でやってみます。

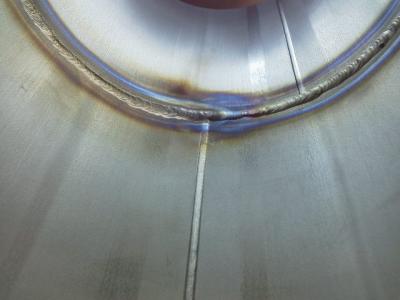
仮付けの状態がこんな感じ。ルートギャップ0、バックシールドのアルゴンガスの流量はとりあえず5?で様子見。この固定した配管を真下から真上まで半周登って溶接します。ローリングしない溶接、つまりストリンガ法って事なのですが、ちょっとだけ左右にトーチを動かしてウィービングさせてもらいます。ローリングの方が安定して登りやすいんだけどな・・

電流80Aで1.6mmの溶接棒を使って1層で仕上げてみました。ローリング2層仕上げのほうがビードの模様や色がキレイで良いのですが、とにかくストリンガ法でやるなら1層で仕上げちゃいます。真下のあたりミスってますが、だいたい余盛り1mmくらいです。
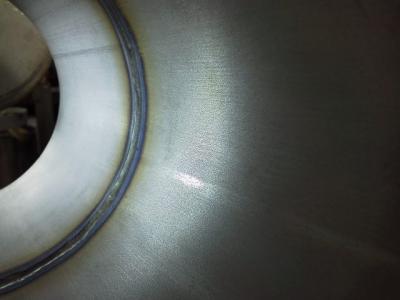
裏波を確認したらアララ・・ ちょっと凹み気味じゃありませんかw
こりゃまずい。もう1回挑戦します。

開先条件は同じで、今度は溶接速度を若干遅く、裏波をしっかり出すためにトーチ角度を起こして溶接棒を多めに加えてみました。溶接速度を遅くしたのでビード幅が安定した気がします。

分かりやすいのでワイヤーブラシで擦ってみました。余盛りは1mmくらいで整っています。
よし、1回目よりはちゃんと裏波が出てますね!これなら問題ないはず!
偉そうに画像貼ってみましたが、ストリンガ法で配管の登りはホント難しいです。
ローリング法に比べて溶接姿勢を維持するのと、ビード幅をそろえるのが本当に大変。
僕は配管屋ではないので固定配管溶接はほとんどやりません。
配管専門でやられている方に比べたら見事な溶接とは言えませんが、少しでも参考になったなら嬉しい限りです。
あ、TN-Pはあと半周、横向き溶接があります。今回は時間の都合でできませんでしたが、「やれ」と言われたらやりますよ。
そのうち“後編”で出すかもしれません。気長に待っててくださいね。
____
この記事の内容は、現場で長く溶接に関わってきた経験をベースにまとめてるよ。
「この人どんなキャリアなんだろ?」と気になったら、プロフィールで少しだけ覗いてみてね。