

半自動溶接(正式には炭酸ガスアーク溶接)での試験科目であるSA-2Vです。
板厚9mmの炭素銅板を縦向き姿勢、裏金無しで溶接します。
こちらの画像は全国溶接コンクール上位の方の物ですが、半端なく上手い!
人間が溶接したとは思えないほどの精密さと美しさを兼ね備えています。
半自動溶接ってこんな風にできるのか!?と、溶接してる人なら目が点になるほどのありえない一品ですねー。

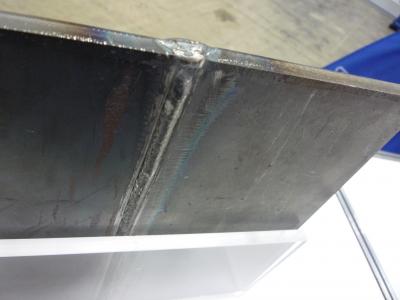
こちらは初層から仕上がりの3層目までの溶接です。
わかりやすく各層を見せてくれています。言うまでもなく、各層が見事に安定してますね。
1番重要と言われる初層で裏波を出しつつ、表面が一定の盛りで登ってますが、まずこれが難しい。
正確な数値はわかりませんが、電流100A電圧20Vくらいと思います。
2層目は母材の表面から1mmくらい低く、開先幅より少し幅が狭いくらいにウィービングして揃えるのが理想なのですが、笑っちゃうくらい見事に理想型ですねー。おそらく電流は120~130Aくらいかな。電圧は22前後かと思います。
仕上げの3層目はもう見る限り、この人はアンドロイド型ロボットなんでしょう。暑い、痛い、疲れたなんて考えてたらこんなに安定できませんって。自分も資格の更新などで試験には行きますけど、たかが長さ100mmや200mmの溶接を完了させるまでに頭の中では「熱ちー!痛ってー!帰りてぇー!」って原稿用紙10枚分くらい叫んでます。腕は勿論、気合が違うんだろうなぁ。

こちらが裏面。
まったく不安要素の無い裏波。ホント上手い。
まさに熟練の技術ってやつですね。
ソリッドワイヤーを使用した半自動溶接って、外観が汚くなるのが当たり前と思ってる人が少なからずいると思います。それは溶接機の問題であったり作業環境であったりと、理想的な溶接ができる条件では無いのかもしれません。でも、上手くやろうと思えばここまで出来るってのを知っておけば、気持ちの部分から少しずつ技術が向上していくと思います。
それにしても、この溶接された方は、溶接じゃなくてマヨネーズとかでも上手く盛れそうw
ケーキ屋さんと是非勝負していただきたい。







