
溶接歪みに注意しながらシャフトとフランジの溶接
溶接は熱影響により母材が変形したり歪んだりと中々思い通りに仕上がりにくいものです。
ただ目の前の製品を歪みとか何も考えずに溶接するだけなら簡単なのですが、溶接完了後の後工程が楽になるように仕上げるのはちょっと工夫しなければいけません。

こちらは機械のシャフトの溶接前です。
最終的に中央の丸棒の表面より0.3mmほど深く表面を削る仕上がりになります。
開先深さは3mm。結構浅い開先ですけど、それほど強度が必要ないらしいのでこんなもんでしょう。
客先が要求する仕上がりは丸棒表面よりわずかな肉盛り。
それとフランジ面の歪みが±0.5mm以下。
今回のような面の精度をなるべく出したい場合、グルっと1周連続で行うよりも断続的に対称に溶接したほうが良いのですが、自動で製品を回転させるポジショナーを使いました。径が小さいのでそれほど面の歪みは出ないだろうと思ったのと、綺麗で楽にいく方法だからです。
ティグ溶接でやりますけど、油断したら歪みが大きくなってオシャカですねw
とにかく指示された仕上がりを目指して溶接してみます。
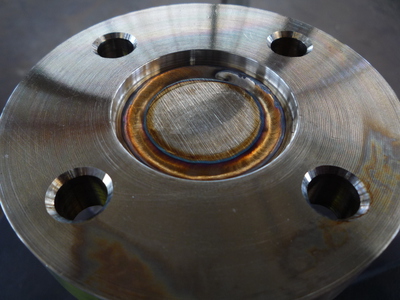
まず1層目を溶接しました。電流は150A。
加棒はしないナメ付けです。開先が浅いので溶け込み不足を補う意味も兼ねて1層目を溶接しました。
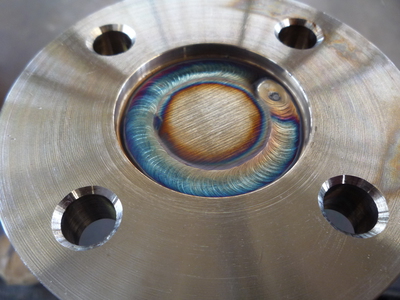
2層目は加棒しました。溶接棒1.6mm、電流150A。
丸棒の表面よりほんのちょっと高いくらいにウィービングして肉盛りしました。「これなら文句ないでしょう!」くらいの肉盛りです。ここは後工程で表面より0.3mm削ってしまうので、「ビードが粗い」とか言わないで下さいよ。
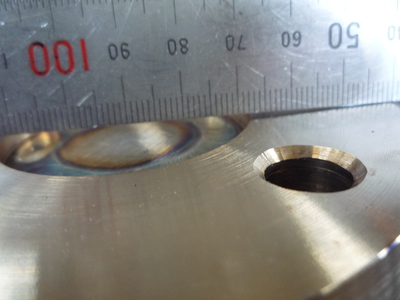
この時点でフランジ面が1mmより多いくらい反ってますねー。
しかしまだフランジの裏面を溶接してないのでこれでいいのです。
ただ最低でも0.5mm以上は反りを戻さないといけない。でもやりすぎて1.5mm以上反ったらアウトw

フランジ裏面です。指示は脚長6mmのすみ肉溶接なのでこんなもんでしょう。溶接棒2mm、電流200A。
こちら側はビードを削らず、このままビードが残る仕上がりなのでなるべく綺麗にやったつもりですけどそんな事はどうでもいいのです。問題はフランジ面の反りだよ反り。
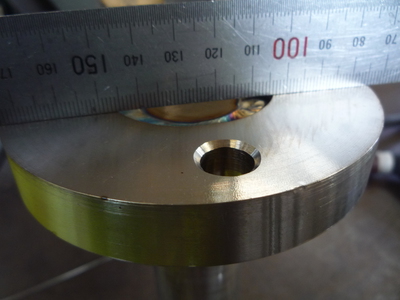
OK!なかなか上手く反りが直ってますよね!
これなら後工程の機械加工も短時間で済むし客先の担当者も喜んでくれるはず。
拘束冶具で歪みを抑える方法でも良かったんですが、実はこの仕事シャフト2本のみw
なのでわざわざ拘束させる手間が面倒だったので勘を頼りにやってみたのでした。
しかし2本てw
お願い、1000本くらい作らせて。
-

溶接工の求人と年収を考える
今も昔もこれからも、この社会に無くてはならない技術「溶接」 なんだか難しい技を覚えなきゃいけないみ… -
溶接工の賃金を考える
一口に溶接の仕事をしていると言っても、さまざまな種類の溶接職人さんがいます。 自分はこれまで関わっ… -
溶接工として転職を考える
溶接の道のメールフォームから連日多くのご質問やご相談を頂いていますが、特に多いのが転職のご相談です。…

