
ティグ溶接 外観と歪み

この作品は技能五輪の課題で製作された物なのですが、これまた実に上手い溶接ですねぇ。
ステンレス板厚3mmの条件で、ティグ溶接の特徴でもある溶接ビードのウロコ模様が均等に揃っています。
トーチを持つ利き腕はブレの無い動きに専念し、もう一方の手は均一のリズムで溶接棒をチョンチョンと加えていきます。つまり両手で全然違う動きをするわけなので、熟練した腕がないとここまで綺麗な溶接は難しいでしょう。
溶接ビードのウロコ模様は個人差や好みがあるのでもっと細かくする人もいれば荒い人もいます。細かいウロコはブレが目立ちにくいのですが溶接棒を加えるタイミングが速いので忙しい。荒いウロコは手が楽ですが溶接棒を加えるタイミングが乱れた部分がモロにわかってしまいます。正解は無いのですが、画像のウロコくらいが丁度見た目と作業性のバランスが良いと思います。
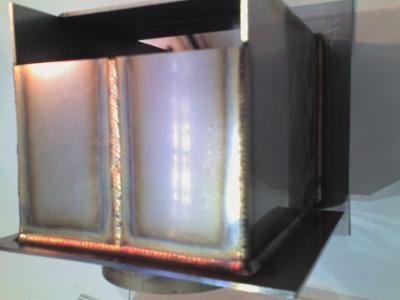
こちらは上から見た所です。
溶接ビードの両側に溶接焼けが出るのですが、見事に直線に焼けています。これは安定してトーチを動かしてる事を意味し、溶け込み具合もバラつきが無いとも言えます。ほんのわずかでも動きにムラがあると溶接焼けは波打ったり曲線になってしまいますからね。これなら誰が見ても気持ち良いくらいの仕上がりになっています。
でもティグ溶接を頻繁にされている方なら、このくらいの溶接なら出来ると言いたげな声もありそうですねー。
まあ確かにティグ溶接は外観だけで言うなら数年やればこの作品くらいには出来る方は多いでしょう。
しかし、見逃してはいけないのが板の歪み。ここまで歪みを少なく溶接できるかと言われればどうでしょうか。
相当凄い技術ですよ、この歪みの無さは!
何も考えず溶接した日にはもう、板はベコベコに曲がるだろうし、土台の板だって土台にすらならないほど捻くれるでしょう。板厚3mmの板は薄いとは言え、溶接後に歪みが簡単に直るもんじゃありません。溶接前に知恵を絞った歪みを抑える方法を取っているのでしょう!
と、僕の勝手な憶測ですが実際はどうなんでしょうねぇw
関連記事
-

溶接工の求人と年収を考える
今も昔もこれからも、この社会に無くてはならない技術「溶接」 なんだか難しい技を覚えなきゃいけないみ… -
溶接工の賃金を考える
一口に溶接の仕事をしていると言っても、さまざまな種類の溶接職人さんがいます。 自分はこれまで関わっ… -
溶接工として転職を考える
溶接の道のメールフォームから連日多くのご質問やご相談を頂いていますが、特に多いのが転職のご相談です。…

