
- Home
- 溶接試験 不合格の実例
- 溶接試験 不合格の実例 開口欠陥(ピット)
溶接試験 不合格の実例 開口欠陥(ピット)
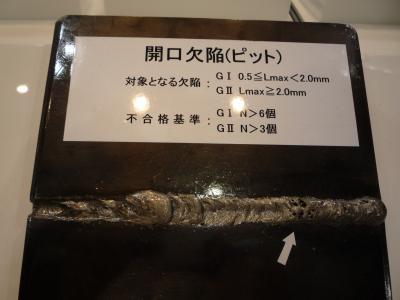
開口欠陥(ピット)とはビード表面に穴が開いてしまっている部分の事です。
対象となる欠陥: GⅠ 0.5≦Lmax<2.0mm
GⅡ Lmax≧2.0mm
不合格基準 :GⅠ N>6個
GⅡ N>3個
同じような意味としてブローホールと呼ぶ場合もありますが、ビード表面の穴をピット、ビード内部の穴をブローホールと言います。発生原因として考えられるのはシールドガスの残量不足、トーチと母材との距離が離れすぎてシールドガスの当たりが弱くなった為、水分や油やグラインダーの砥石など不純物が溶接部に混じった為などが多いと思います。まあ溶接部に酸素や窒素が混じるとこうなっちゃうんですよね。試験では穴の大きさと個数に上限が決められていて、少しの数なら許されています。なぜかと言うと半自動溶接(Co2)や被覆アーク溶接はピットやブローホールがあって当たり前の溶接だからです。ちょっと大げさに言っちゃいましたがそーゆう事なのです。重要な溶接部はティグでやりたがる方が多いのですが、そんな理由も関係していると思います。
ピットの直しはグラインダーなどでゴリゴリとピットが消える深さまで削り取り、もう一度溶接しなおせばまあOKですが、ブローホールの直しはただ事じゃありません。X線や超音波での検査で指摘されたら最後、板がどんなに厚かろうがその深さまで掘り、グラインダーではらちが空かないなんて時はガウジングで母材を削ぎ落とす事もあります。
ようやくブローホールを直し、やれやれと思うと母財の一部だけ激しく溶接した事になるので無茶な歪みが生じます。
一部だけ直すってのがまたやっかいで・・もう暑いし仕事多いし面倒臭えぇぇ帰る!
となる傾向が多いと勝手に思っている次第です。
関連記事
-

溶接工の求人と年収を考える
今も昔もこれからも、この社会に無くてはならない技術「溶接」 なんだか難しい技を覚えなきゃいけないみ… -
溶接工として転職を考える
溶接の道のメールフォームから連日多くのご質問やご相談を頂いていますが、特に多いのが転職のご相談です。… -
溶接工の賃金を考える
一口に溶接の仕事をしていると言っても、さまざまな種類の溶接職人さんがいます。 自分はこれまで関わっ…

